
Hybrid Cultivars
Walter R. Fehr and Walter P. Suza
Readings:
- Chapter 34 [PDF], Principles of Cultivar Development. Vol. 1: Theory and Technique, by Walter R. Fehr (Access the full book)
There are four steps in the development of a hybrid cultivar: the development of populations for selection, the development of inbred lines, testing of inbred lines for combining ability, and the production of commercial hybrid seed.
Step 1: Development of populations for selection
The types of crosses made to develop inbred lines for hybrid cultivars are similar to those used for the development of pure-line cultivars. Single-crosses between elite inbreds are the most popular, although other types of crosses such as the three-way or backcross are also used when appropriate. However, a major difference in population development for the two types of cultivars is the importance of heterotic groups for hybrid cultivars. The breeder of a hybrid cultivar will carry out an independent program for inbred line development for each heterotic group. For example, in maize a breeder will develop inbred lines related to the Stiff Stalk Synthetic and independently develop inbred lines related to non-Stiff Stalk germplasm. Crosses between inbred lines of the two heterotic groups are avoided for population development. The goal is to have elite inbred lines from each heterotic group that will produce a superior hybrid when crossed together.
The use of cytoplasmic-genetic male sterility (CMS) for production of commercial hybrid seed requires one breeding program for the development of superior A- and B-lines and another for the development of superior R-lines. The A- and B-line germplasm can be considered one heterotic group and the R-line germplasm another heterotic group.
For development of populations for selection of improved A-lines, it is impossible to cross two A-lines because they are male sterile. Therefore, male-fertile B-lines are crossed to form the breeding populations. Independently, crosses are made between elite R-lines to develop populations for selection of improved R-lines. Crosses between B- lines and R-lines are not made because it disrupts the heterotic groups and results in segregation of restorer and non-restorer genes that is undesirable.
Step 2: Development of inbred lines
The methods available to develop inbred lines for hybrids are the same as for those developing pure-line cultivars. Review the methods of generation advance that were discussed in the inbreeding chapter of Plant Breeding Methods for more information.
The only method that may be carried out differently for the development of inbreds lines compared with pure-line cultivars is early generation testing. Early generation testing for inbred line development can involve the evaluation of the performance of lines per se prior during the inbreeding process. Such tests are for traits that an inbred line must have in order to be as useful parent of a hybrid. For example, if disease resistance is required in a hybrid, the breeder may select for resistance in the inbreds. This selection may be carried out among lines in an early generation, such as F2:3 or F3:4 lines. The desirable lines are further inbred before they are considered adequately homozygous and homogeneous for used in a commercial hybrid.
The yield of inbred lines per se generally is not considered a good indication of their combining ability for the trait. Early generation testing for yield involves crossing a individuals (plants or lines) to a tester from the other heterotic group and evaluating the performance of the testcross seed. Individuals with superior testcross performance are saved for continued inbreeding and the inferior ones are discarded.
When early generation testing is used by a breeder, inbreeding and testing generally are carried out simultaneously to reduce the number of years required for developing a finished inbred. For example, a breeder may grow F2:3 lines from a population in Iowa, select one or more F3 plants from lines with desirable traits, and cross the line to a tester from another heterotic group. During the winter, the F3:4 lines would be grown in Hawaii where it is not possible to select for traits of interest. The breeder would harvest one or more random F4 plants from each line. During the following summer in Iowa, the testcross seed of each F2:3 line would be evaluated at multiple locations for yield and the F4:5 lines that trace to each of the F2:3 lines would be grown. The F4:5 lines would be evaluated for traits required of the inbred per se and individual F5 plants would be harvested from each of the selected lines. After the yield data were available from the testcross, any F5 plants that trace to F2:3 lines with superior performance would be advanced to Hawaii for additional breeding and those from F2:3 lines with inferior performance would be discarded.
A breeder is faced with finding a balance between the expected traits of the inbred per se and its combining ability. One notable example involved the development of B73, an inbred line of maize related to the Stiff Stalk Synthetic that was extensively used for production of hybrid cultivars for many years and was an outstanding parent for the subsequent development of populations from which superior progeny were selected. Dr. Wilbert Russell, a maize breeder at Iowa State University, grew a yield test of lines with testcross seed and planted the lines per se at Ames, IA. During the summer, he selfed plants of the lines and evaluated them for traits he considered important to have in a finished inbred. He discarded the line that became B73 because he believed its traits would not be good enough to use it for producing commercial hybrids. When the data from the yield test were available, he found that the yield of the line in testcrosses was outstanding i.e. the line had outstanding combining ability when crossed to a tester from the non-Stiff Stalk group. Fortunately, Dr. Russell had saved seed of the line in storage as a precaution. Based on the testcross results, he used that seed from storage to continue to inbreed and test the line that became B73.
The use of early generation testing for the identifying superior B- lines or R-lines with good combining ability requires a way of obtaining testcross seed. For R-line development, testcross seed is produced by crossing the experimental R-lines to an elite male-sterile A-line tester. The absence of fertile pollen in the female A-line tester facilitates crossing, even when it is done by hand. Unfortunately, obtaining testcross seed for B-lines is more difficult because both the B-line and the R-line tester are male fertile. It is not practical in many species with perfect flowers to obtain enough testcross seed by hand emasculating the male-fertile B-line or R-line.
One method is to obtain testcross seed for evaluating the combining ability of B-lines is to treat them with a chemical hybridizing agent, such as is done in wheat. Another alternative is to convert the B-lines to their A-line counterparts during the inbreeding process, as describe for sorghum on pages 436 and 437 of Principles of Cultivar Development. Vol. 1.
The following video presentation by Sheilah Oltmans-Deardoff describes breeding and the commercial production of hybrid seed for canola: Hybrid Production Video
Step 3: Testing of inbred lines for combining ability
The ultimate test of the value of an inbred line is its ability to produce a superior hybrid when crossed to another inbred line. There are some breeders who prefer to use early-generation testing during the inbreeding process to select lines with the greatest potential for superior specific combining ability. The disadvantage of the method is that resources must be used for testing unfinished lines that could be spent on testing finished lines. The advantage of early generation testing is that a greater percentage of the finished lines should have good combining ability compared with those obtained without early generation testing. There are other breeders who prefer to develop finished lines through single-seed descent, pedigree, doubled haploids, or another method without early-generation testing. The advantage and disadvantages of this strategy are the opposite of those for early-generation testing.
Regardless of which of the two strategies the breeder utilizes, the finished inbred lines must undergo extensive testing in multiple locations and years to find those that will produce a superior commercial hybrid. The first stage in the process is to eliminate inferior lines from further consideration. For this purpose, the breeder will mate each line to one or a few inbred testers from another heterotic group. The testers generally are elite inbred lines currently used in commercial hybrids. The test can be considered an evaluation for both general and specific combining ability. It can be considered a test of general combining ability because research has shown that lines that perform well with one tester are likely to perform well with other testers. It is a test for specific combining ability if the experimental line ultimately is used with the same tester to produce a commercial hybrid. For example, the inbred line of maize B73 was commonly used as a tester for evaluating the combining ability of lines from the non-Stiff Stalk group. After the initial test, selected lines were crossed to other elite inbreds from the Stiff Stalk group to find those inbred combinations that would result in a new commercial hybrid. In some cases, selected lines were crossed to B73 itself to produce a commercial hybrid.
The first yield evaluation of the inbred lines generally is done at limited number of locations in one year. It is common to use only one replication at each location because it provides more information about the performance of a line across environments than if replicated plots are used in fewer environments. This principle was covered in Lessons 1 through 3 at the beginning of this course.
In the second stage of testing, the number of lines is reduced from that of the first year, the number of testers is increased, and the number of locations of testing is greater. The breeder places more emphasis on obtaining data from as many locations as possible, than on replication of the entries in the test.
For each subsequent year of testing, the number of lines continues to be reduced and the number of testers and locations of testing increases. At the final stages of testing a potential new hybrid, it is common to use strip tests planted and harvested by farmers to obtain data from a larger number of environments than would be possible for the breeder to conduct.
Step 4: Production of commercial hybrid seed
Seed of an inbred line that is selected for use in a hybrid must be purified and increased. The factors that must be considered in the timing of the process relative to testing of the line are the same as those for any of the other cultivar types. It is less expensive to delay the seed increase phase until the final decision is made to use the line to produce a commercial hybrid; however, this delays the availability of the hybrid seed for the end user.
The options for purifying and increasing seed of an inbred line are the same as those discussed for pure-line cultivars in Lesson 7. A high level of uniformity generally is required for inbred lines so that off-type plants can be readily identified and removed in a field used for hybrid seed production. For this reason, progeny testing of individual plants of a line is a commonly done to obtain pure seed.
When CMS is used to produce hybrid seed, B lines must be converted to their A line counterpart. This generally is done by backcrossing. The A line is used as the female donor parent and the B line is the recurrent parent. All of the offspring in each backcross should be male sterile. One of the key factors that the breeder will evaluate during the backcross process is whether the backcross progeny are completely male sterile. If they are not, the B line and the backcross progeny must be discarded because the A line counterpart will not be completely sterile in a seed production field, which would not be acceptable. The evaluation for sterility is one of the steps described for sorghum on pages 436 and 437 of the text.
Maize and canola will be used as examples of crop species for which hybrid cultivars are grown commercially.
Example 1: Maize
Maize grown commercially in the United States is produced from hybrid seed derived from crosses between inbred lines. Inbreds used as females are selected based on their yield of high quality seed, good silk production, and good plant health. The inbred used as the male parent must have good pollen production and good plant health. The female inbred line has to be rendered incapable to self-pollinate. One method is by physical removal of its tassel containing the male flowers, referred to as detasseling. Detasseling can be done manually, mechanically, or both. The use of manual labor and mechanization for female detasseling in maize is shown in this YouTube video: Detasseling Video
Another important aspect in hybrid maize seed production is the isolation of the female parent from other sources of pollen to maintain the genetic purity of the hybrid seed (figure 1). Effective isolation requires leaving a sufficient distance between the field used for seed production and other maize fields. For the state of Washington, the isolation distance for hybrid maize is 415 feet.
Hybrid seed production in corn involves planting the female and male parents in strips. The most common planting pattern is fours of the female parent and one row of the male parent. At the time of flowering, there are three methods used to eliminate fertile pollen from the female parent. (1) The female parent can be detasseled by hand, machine, or both. (2) In the cytoplasmic male sterility (CMS) system, the female parent is the male-sterile A line and the male parent is the male-fertile R-line. (3) For the SPT system of Pioneer Hi-Bred, the female parent is homozygous and homogeneous for a nuclear ms gene that makes it male sterile and the male parent is homozygous and homogeneous for the wild-type MS allele. The following photos were provided by Walter R. Fehr, Iowa State University.
Descriptions of the steps presented in the images are presented below:
- Regardless of the system used to eliminate fertile pollen from the female parent, the row of the male parent is cut down after pollination is complete to assure that none of its seed is accidentally mixed with the seed of the female parent at harvest time.
- The female rows in this field were detasseled with a machine that cut off the tassel, as illustrated in the following slide.
- After the machine has cut off the tassel of the female rows (F), persons walk the rows to remove any tassels that were missed.
- After flowering is complete, the male parent is cut down to avoid accidentally harvesting its seed when the hybrid seed is harvested from the female parent.
- The harvester is removing hybrid seed corn near Boone, IA. The entire ear, including the husks, are picked and elevated into a wagon in the back of the machine. The husks serve to protect the seed during the harvest operation.
- A harvester with a wagon behind it.
- A tractor takes an empty wagon to the field to get the ears that have been harvested.
- The wagon trailing the harvester is unloaded into the wagon behind the tractor.
- The wagon behind the tractor also can be filled directly from the harvester.
- The loaded wagon is taken from the field as the harvester continues through the field.
- The loaded wagons are emptied into a semi-trailer that will transport the ears to the processing facility.
- The ears are dumped from the wagon into the semi-trailer.
- The loaded truck hauls its load to the processing facility.
- At the processing facility, the trucks are weighed before unloading.
- The trucks are unloaded onto a conveyor belt. The facility is able to unload trucks with different hybrids at the same time.
- The ears are conveyed to a building were the husks are removed and the ears inspected to be sure the seed does not have mold or other diseases that could make the seed unhealthy.















After the ears are inspected, they are conveyed to a building where the seed is dried while still on the cob. Drying is necessary because the ears are harvested at relatively high moisture to minimize damage to the seed during harvest and transport. After the seed is dry enough, it is removed from the cob, conditioned, sized, treated, bagged, and stored until it is delivered to the farmer for planting.
Example 2: Canola
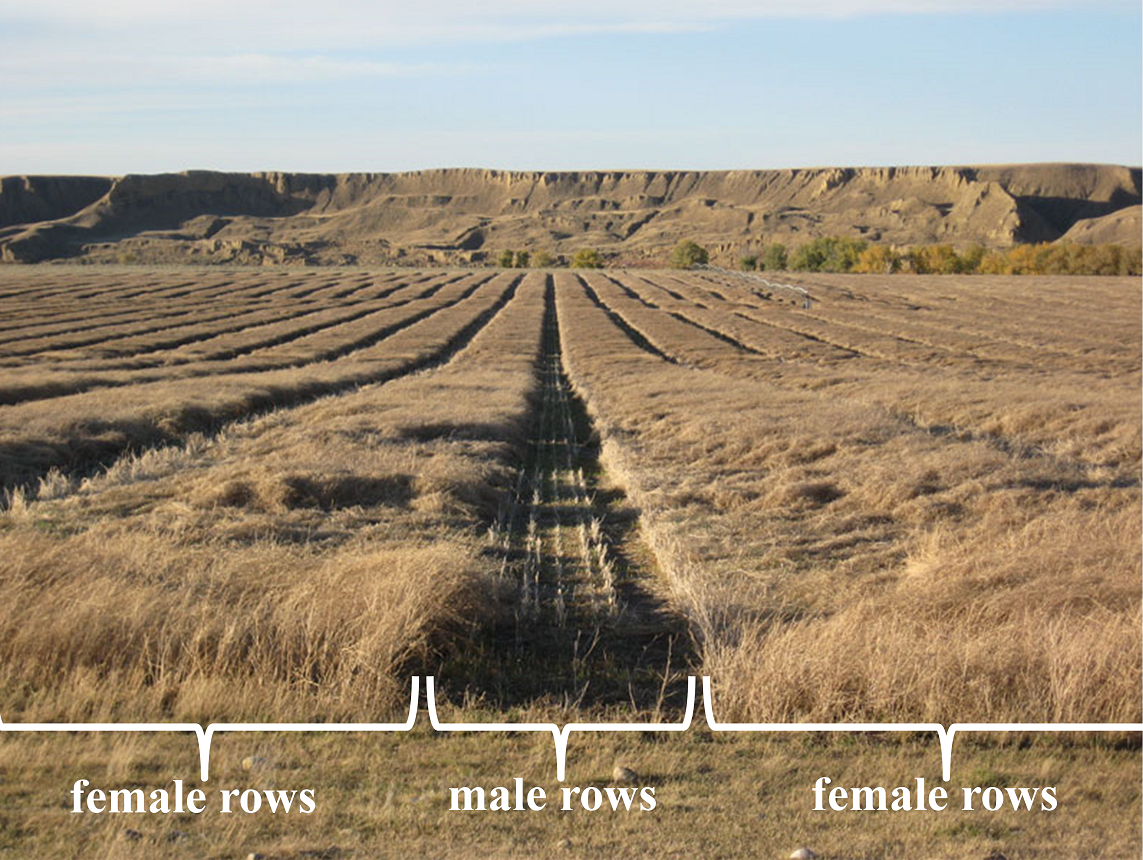
Production of commercial hybrid seed for canola relies on male sterility systems. Seed production fields are designed to contain alternating strips of male and female (about 8 male: 24 female) rows. Each acre will have about two beehives housing alfalfa leaf-cutter bees for pollination of the female parent (Figure 16). The isolation distance for canola hybrid seed production is 800 m.[1]

After pollination rows of male parent are removed to prevent contamination of hybrid seed produced in the female parent with the seed from self-pollination produced in the male parent (Figure 17).
Applied Learning Activity 9
It is your responsibility to develop improved single-cross hybrids of rice for Arkansas through the use of cytoplasmic-genetic male sterility (CMS). You can grow one crop per year in Arkansas and another crop during the off-season in Brazil. In Arkansas, you can conduct all of the necessary breeding activities. In Brazil, you can do crossing, inbreeding, and production of testcross seed, but not selection or yield evaluation.
For the development of R-lines derived in the S4 generation, compare (1) single-seed descent and (2) early generation testing.
- Outline season-by-season your strategy for each method. Begin by developing single-cross breeding populations in Brazil. For early-generation testing, evaluate testcross seed of S1:2 lines for one year with as many locations and replications as you consider appropriate. Be sure to use every available season for inbreeding when doing early-generation testing so that you have S4-derived lines ready as soon as you do by single-seed descent. What type of tester and how many will you use for the early-generation test. End your answer when you have seed of finished S4-derived lines ready for evaluation.
- Which of the two methods would you prefer to use and why? Be sure to take into consideration the cost of obtaining S4-derived lines by each method.
Applied Learning Activity 10
- You are developing improved R-lines of sorghum for use in a single-cross hybrid. You will conduct three years of yield evaluation of S6-derived lines to select one to use in a commercial hybrid. You have one self-propelled plot combine that can harvest 20,000 yield test plots each year for all phases of yield testing. Outline how you would carry out the three years of testing. For each year, indicate how many lines you are testing, the type of tester (R-line, B-line, A-line), how many testers you would use, the number of locations of testing, the number of replications at each location, and the number of plots used. The total number of plots across the three years must not exceed 20,000 i.e., Year 1 plots + Year 2 plots + Year 3 plots must not exceed 20,000.
- Year 1:
- Year 2:
- Year 3:
- You have identified an S6-derived B-line that you want to convert to an A-line. Outline season-by-season how you would develop a BC3-derived A-line as genetically similar to the B-line as possible, except for CMS.
- Describe your procedure for producing breeder seed of an R-line and an A-line.
- Describe the fields that must be grown each year to produce commercial single-cross hybrid seed with CMS to sell to the farmer.
References
Fehr, W. R. (ed). 1987. Principles of Cultivar Development. Vol 1. Theory and Technique. McGraw-Hill, Inc., New York.
- See the “Inspection Requirements” section on the Canadian Food Inspection Agency's website for canola seed crop inspection. ↵
